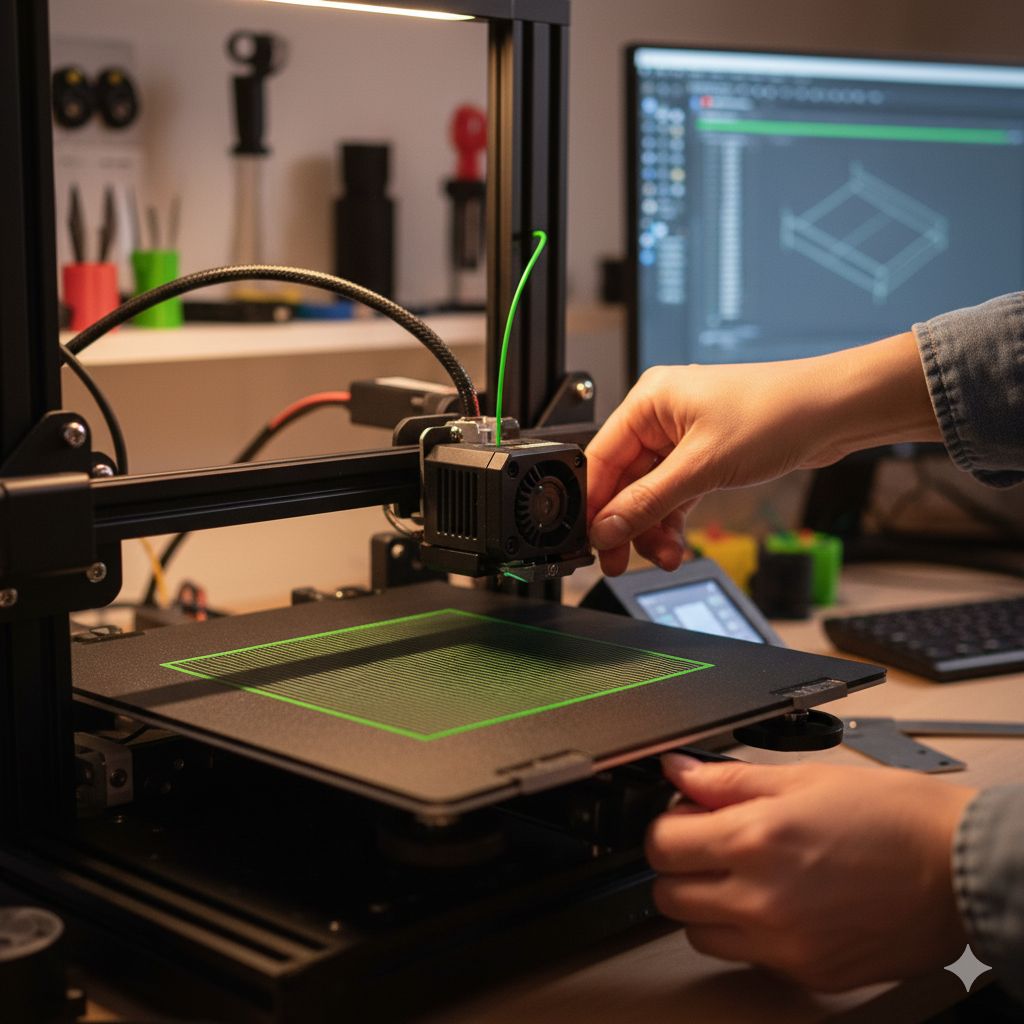
Porquê importa: a primeira camada define a adesão, a geometria e a qualidade do resto da impressão.
Passo a passo
-
Limpeza da base: isopropílico 70–99% (vidro/PEI). Evita tocar com os dedos.
-
Nivelamento: manual (folha A4 a “raspar ligeiro”) ou auto-nivelamento; repete se moveres a impressora.
-
Z-offset: desce/em sobe em passos de 0,02 mm até a linha ficar lisa, sem esmagar.
-
Temperaturas: usa o topo da faixa do material para a primeira camada (ex.: PLA 210–215 °C; PETG 240–245 °C; ASA/ABS 255–265 °C).
-
Velocidade: 15–25 mm/s na 1.ª camada. Altura 0,20–0,28 mm (bicos 0,4).
-
Adesivos: cola PVA, bastão, laca ou “slurry” (ABS/ASA). Em PEI texturizado normalmente não é preciso.
-
Bordas: Brim de 4–8 linhas para aumentar a área de contacto; Raft só em peças críticas.
-
Ambiente: sem correntes de ar; para ASA/ABS usa câmara fechada.
-
Teste rápido: imprime um “first layer test” (quadrícula). Ajusta Z-offset até as linhas se tocarem sem sulcos.
Diagnóstico rápido
-
Fios separados/ondulados → Z alto demais → baixa 0,02–0,04 mm.
-
Camada esmagada/brilhante → Z baixo demais → sobe 0,02–0,04 mm.
-
Cantos a levantar (warping) → aumenta temperatura cama, usa brim, fecha câmara (ASA/ABS).
-
Má adesão → limpa base, reduz velocidade, sobe 5 °C no bico/cama